Confronto della sostenibilità attraverso l’analisi LCA di processi di riconcia, ingrasso e tintura
Nel settore conciario, l’Italia copre il 63% del valore della produzione in UE e il 24% in tutto il mondo, ed è il principale Paese dell’Unione Europea[1]. Le unità produttive italiane sono generalmente piccole medie imprese e si distribuiscono principalmente in tre distretti: uno veneto, uno toscano, e un campano. L’indiscussa rilevanza socioeconomica dell’industria conciaria è affiancata da un costante sviluppo di strategie produttive più sostenibili, prefiggendosi un impatto ambientale sempre più basso [2,3]. Se da una parte è diventato necessario lo studio di nuovi metodi produttivi per diminuire gli impatti ambientali, dall’altra lo è altrettanto lo studio di metodi per valutare i suddetti impatti. Per una corretta valutazione, l’LCA (Life Cycle Assessment) viene impiegato come strumento decisionale per l’identificazione, quantificazione e valutazione di un prodotto, processo o attività, attraverso la stima degli associati impatti ambientali[4]. Dale 2006, l’LCA è regolamentato dalla norma ISO 14040 (Organizzazione Internazionale per la standardizzazione, 2006a) e 14044 (Organizzazione internazionale per la Standardizzazione, 2006b), e rappresenta la metodologia internazionale utilizzata per identificare gli hot-spots anche nell’industria per la lavorazione della pelle. In questa newsletter viene presentato uno studio che affronta alcune problematiche ambientali associate al settore conciario[3], nello specifico viene affrontata la valutazione del ciclo di vita dei processi di riconcia, ingrasso e tintura, fasi centrali del processo della filiera conciaria da wet-blue a crust.
Fase 1: definizione di scopi e obiettivi
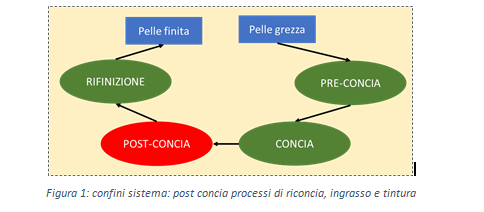
La definizione di scopi e obiettivi dello studio è una fase fondamentale perché identifica la ragione per cui viene eseguita l’analisi e ne descrive tutte le caratteristiche. Lo studio descritto è stato condotto con un approccio del tipo “gate to gate”, l’obiettivo è la valutazione e la quantificazione degli impatti delle fasi di riconcia, ingrasso e tintura del processo di concia al cromo; a tal fine sulle produzioni dei prodotti è stato utilizzato il database Ecoinvent v.3.1, per l’energia, la domanda di acqua, e prodotti chimici erano disponibili dei database, mentre il trasporto non è stato considerato nei confini dello studio. La valutazione è stata effettuata considerando 1 kg di “pelle in crosta”, intendendo la pelle in uscita dalla fase di tintura. All’interno della conceria (rettangolo giallo) consideriamo nel nostro sistema solo il confine post-concia nello specifico: i processi di riconcia, ingrasso e tintura (Figura 1).
Fase 2: analisi di inventario
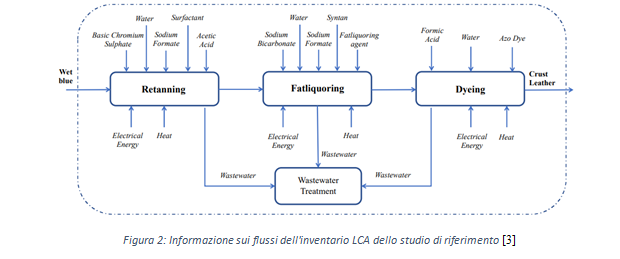
L’analisi di inventario costituisce la fase più delicata ed impegnativa quando si affronta uno studio LCA. In questo momento si definiscono e quantificano tutti i flussi di input e output nel ciclo di vita del sistema, costruendo un modello che lo rappresenti nella maniera più realistica possibile. Nello studio descritto, la realtà conciaria analizzata appartiene al distretto di Santa Croce sull’Arno, il processo consiste tutti i passaggi che comprendono le fasi dalla riconcia di wet blue alla tintura del pellame, i trattamenti sono tutti effettuati in tamburi con fasi di lavaggio intermedie. Per la definizione dei flussi nello specifico si rimanda al lavoro in oggetto [3]. In generale si riportano i flussi in Figura 2.
Fase 3: valutazione degli impatti
La valutazione degli impatti permette di determinare gli effetti potenziali del sistema sull’ambiente collegando i dati dell’inventario a specifiche categorie di impatto. Gli impatti possono insistere su scala locale, regionale o globale, e possono riguardare tre diversi comparti: ambiente, uomo o risorse.
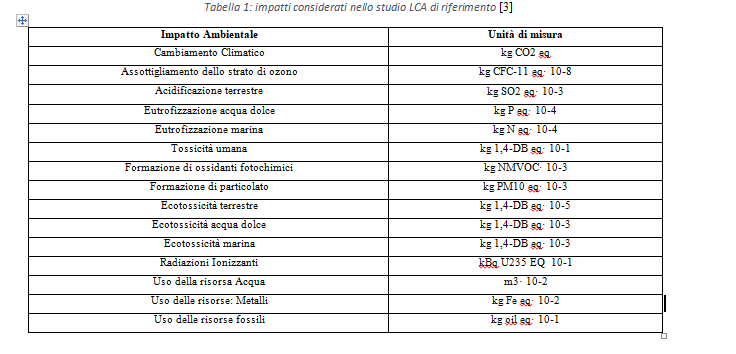
I risultati della valutazione d’impatto dello studio descritto sono rappresentati per 1 kg di cuoio in crosta. Le categorie di impatto considerate sono riportate in Tabella 1.
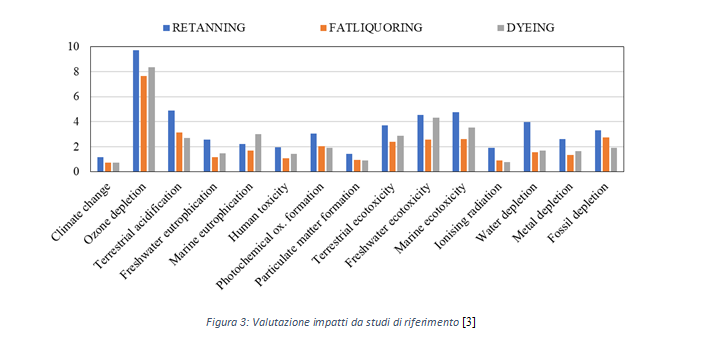
In Figura 3 si riportano i risultati delle analisi. Il consumo di energia elettrica necessario per la rotazione delle botti durante il processo in umido rappresenta il contributo principale nella maggior parte delle categorie di impatto, a seguire l’impatto della produzione di coloranti azoici. Gli agenti principali che gravano sulla riduzione dello strato di ozono sono il bromoclorodifluoro e bromotrifluorometano usati per la produzione di colorante azoico e naftalene. L’anidride solforosa e gli ossidi di azoto sono le fonti di acidificazione terrestre e particolato principali. Il combustibile utilizzato delle centrali elettriche prevede lo smaltimento degli scarti dell’estrazione di lignite generando una significativa emissione di fosfati, andando quindi a impattare l’eutrofizzazione delle acque dolci. Manganese, vanadio e nichel, emessi dalla combustione di combustibili fossili, sono gli agenti che maggiormente contribuiscono alla tossicità umana, terrestre, e all’ecotossicità dell’acqua dolce e marina. La principale fonte di radiazioni ionizzanti, attraverso l’emissione di Radon-222 è causata dalla combustione del gas naturale. Un apporto importante all’eutrofizzazione marina è data dai carichi dei nitrati e dali trattamenti di ossidazione durante il trattamento delle acque reflue, questi sono anche causa di emissioni di N2O che influiscono sulla formazone di ossidanti fotochimici. Per quanto riguarda il cambiamento climatico e l’emissione di gas a effetto serra, le emissioni più rilevanti provenienti dagli impianti di trattamento dei reflui sono: 1) CH4 e N2O, nello specifico dovuto ai trattamenti biologici e trattamento fanghi, 2) indiretteamente CO2 e altri dovute al consumo di elettricità, combustione di combustibili fossili per il trasporto, smaltimento dei fanghi e prodotti chimici necessari per precipitazione dei fosfati e disidratazione dei fanghi.
L’uso delle risorse, metalli, è principalmente influenzata dall’ingente quantità di solfato basico di cromo, mentre l’esaurimento delle risorse fossili è dovuto principalmente al petrolio necessario per la produzione di energia elettrica.
Fase 4: conclusioni, interpretazione, e miglioramento
Infine, l’interpretazione del ciclo di vita permette di finalizzare il risultato dello studio, contestualizzarlo, indicando i potenziali miglioramenti del sistema così da ridurre l’impatto ambientale. Gli ambiti di applicazione possono essere molto diversi: progettazione, ricerca e sviluppo; confronto tra sistemi o tra alternative per un progetto; identificazione di opportunità di miglioramento ambientale; supporto alle decisioni. In generale, dalla valutazione degli impatti ambientali, in una conceria, le emissioni di inquinanti in acqua, aria e suolo sono tra le maggiori preoccupazioni. Il contributo principale alla maggior parte delle categorie di impatto è dovuto alla produzione di energia elettrica. Il maggiore contributo alla tossicità ed ecotossicità sono dovuti alla combustione di combustibili fossili nelle centrali elettriche. Dunque, sviluppi tecnologici per sostituire i combustibili fossili con alternative più green sarebbero possono migliorare le prestazioni ambientali del sistema. I reflui contribuiscono pesantemente sull’eutrofizzazione marina: la riduzione, riutilizzo, il riciclaggio e il recupero non solo dei rifiuti solidi e degli effluenti di conceria sono raccomandati per favorire la transizione verso un’economia circolare. Nonostante il cromo venga recuperato e riciclato, rappresenta comunque un contributo all’esaurimento delle risorse, quindi alti rapporti di riciclaggio devono essere accompagnati da un severo controllo delle condizioni operative, per ridurre la domanda di questa sostanza chimica. L’uso di olio vegetale epossidato impatta sulla tossicità umana, sull’ecosistema, sull’esaurimento delle risorse e dell’acqua acqua di più in comparazione all’uso di paraffina solfoclorurata.
Pratiche agricole con uso ridotto di fitofarmaci rappresentano buone alternative all’agricoltura convenzionale, e migliorerebbero la sostenibilità dell’olio vegetale epossidato come alternativa agente ingrassante.
BIBLIOGRAFIA
[1] UNIC, Risultati economici industria conciaria italiana, 2022.
[2] B.F. Giannetti, F. Agostinho, L.C. Moraes, C.M.V.B. Almeida, S. Ulgiati, Multicriteria cost-benefit assessment of tannery production: The need for breakthrough process alternatives beyond conventional technology optimization, Environ Impact Assess Rev. 54 (2015) 22–38. https://doi.org/10.1016/j.eiar.2015.04.006.
[3] A.L. Tasca, M. Puccini, Leather tanning: Life cycle assessment of retanning, fatliquoring and dyeing, J Clean Prod. 226 (2019) 720–729. https://doi.org/10.1016/j.jclepro.2019.03.335.
[4] I. Muñoz, C. Gazulla, A. Bala, R. Puig, P. Fullana, LCA and ecodesign in the toy industry: Case study of a teddy bear incorporating electric and electronic components, International Journal of Life Cycle Assessment. 14 (2009) 64–72. https://doi.org/10.1007/s11367-008-0044-6.
A cura di
Ing. PhD. Bianca Maria Bresolin,
Tecnologo di Ricerca SSIP
Pubblicato il: 13 Lug 2023 alle 16:31